- Li Zhiyong
Today, artificial intelligence is hailed as the new engine of economic growth, and visual technology, one of its core components, has become a hot topic. However, Fire does not involve any visual technology or products. I'm sorry to say, but it's hard to even greet people properly in this context.
As the market heats up, there's a stark contrast with the fierce price competition among domestic industrial cameras. Practitioners in the machine vision industry, especially those focused on technology, are facing tough challenges. Engineers are constantly traveling to customers' sites for debugging, which raises the question: Is the effort proportional to the return? In the machine vision industry, it seems like the saying goes, "I guessed the beginning, but not the outcome." Of course, it's still too early to draw final conclusions.
Returning to the essence, Marx once said, "See the essence through the phenomenon." In such a booming market, we must ask why industrial camera prices are so fiercely competitive? Five years ago, a 5 million CCD camera cost 50% more than today. If industrial cameras truly hold value in high-end manufacturing, then what other effective strategies can be used besides tragic price wars?
To understand this, we need to first clarify two fundamental concepts: machine vision and industrial cameras. The definition should be clear to avoid confusion. After reviewing many sources, I found that AIA’s definition is both simple and precise. Machine vision (MV) refers to "applications in both industrial and non-industrial fields that use hardware and software to provide operational guidance based on image acquisition and processing functions." Industrial cameras are "imaging devices within a machine vision system that include an imaging sensor chip and various electronic functions to convert visual images into electronic signals."
Upon closer reflection, these definitions convey important insights. At the core, machine vision is an application-driven technology shaped by market demands. It requires a complex system of hardware and software, including customer-specific requirements, software, industrial computers, cameras, lenses, and lighting. Refer to Figure 1 from Baumer for a visual representation.
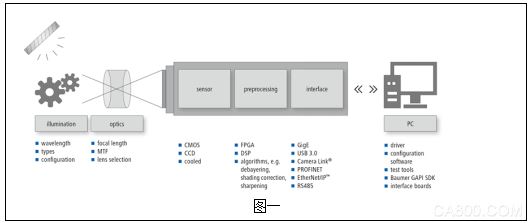
The figure conveys two key messages. First, the core value of industrial cameras isn't just about low prices or cost savings for customers. Instead, it lies in their role as a critical imaging technology and image processing software, capable of delivering real value in solving customer problems. Second, if you're in the business of selling or marketing industrial cameras, focusing only on low-price competition without understanding customer needs is irresponsible and fails to maximize the effectiveness of your solutions.
So, what's the most direct impact of industrial cameras? Excellent image quality? High signal-to-noise ratio? Fast frame rate and high resolution? Actually, these are not the main factors. For an industrial camera, stability is the top priority—stable, stable, and stable! To achieve this, companies must avoid destructive competition and have the resources to invest in continuous R&D.
Why? Simply put, if an industrial camera operates 24/7 without issues like dropped frames or signal loss, and is fully compatible with on-site equipment, it significantly boosts the efficiency of machine vision inspections. Engineers can save time for more valuable development instead of constantly being on the road. When machine vision systems become productive, AI can truly become the engine of economic growth—a dream worth pursuing.
Of course, as an application-driven product, we must admit that in some industries, the price sensitivity of industrial cameras is high. If the frame rate and stability aren’t critical, and noise doesn’t affect detection, the market will become a red sea with many similar alternatives. Users care more about saving money and short-term gains, leading to price convergence. Doing business in such markets is challenging and often just about survival.
However, when we revisit the nature of industrial cameras and machine vision, we find that there are always industries that recognize the value of industrial cameras as a technological enabler and are willing to pay for their utility. As an industrial camera provider, we must think about how to maximize the effectiveness of our products in real-world applications.
Take Baumer, for example. They’ve climbed to extreme altitudes, like 8,137 meters above sea level, proving their reliability under harsh conditions. Their cameras use mainstream CMOS sensors and are developed with close collaboration to meet specific customer needs. In industrial environments, several features stand out: complex conditions, compatibility with other devices, and reliable performance under stress.
Regarding environmental protection, Baumer now offers wide-temperature cameras with IP67 ratings, operating between -40°C and +70°C. These cameras include built-in temperature sensors for real-time monitoring and are tested to withstand 100g shocks and 10g vibrations. It's a true testament to their durability.

For power supply, Baumer uses a wide voltage range of 8–30V DC. Camera triggers are designed with filters to ensure stable operation despite electrical interference. All sensors are mounted on heat sinks for efficient cooling, minimizing noise and drift in data accuracy.

For demanding applications, Baumer offers ultra-fast exposure times of 1 microsecond using Sony Pregius chips, ensuring sharp images for high-speed objects. Their 12MP 10 GigE camera delivers 335 fps and 2GB of internal memory, ideal for large data transfers. For 3D applications, they introduced an FPGA-based 3D camera with pre-installed programs for laser triangulation, reducing data transmission and improving accuracy.

In summary, all our efforts aim to maximize the effectiveness of industrial cameras in machine vision. We’re contributing to advanced manufacturing in China and hoping to reduce expectations while delivering an exceptional user experience. We want engineers to focus on innovation rather than dealing with unstable hardware, which is a costly burden for enterprises. One day, we believe, our visual engineers won’t have to work so hard. They’ll be able to rely on IPCs and enjoy peace of mind, no longer staring at screens all day. Just like birds returning to the forest, they’ll see the smoke from home and feel at ease.
The JUK universal Screw Terminal Block series has the typical features which are decisive for practical applications:
l The universal foot allows the terminal blocks to be easily snapped onto the NS35 or NS32 DIN Rail with G shape.
l Closed screw guide holes ensure screwdriver operation perfect.
l For terminal block with different wire cross-sectional areas, complete accessories are available, such as end plates, partition plates, etc.
l Potential distribution achieved by fixed bridges in the terminal center or insertion bridges in the clamping space.
l Same shape and pitch Grounding Terminal Blocks as the JUK universal series.
l Adopt ZB marker strip system,achieve unified identification.
Screw Terminal Block Types,Beige Screw Terminal Block,Good Quality Terminal Block,Screw Terminal Blocks
Wonke Electric CO.,Ltd. , https://www.wkdq-electric.com